Работа со шпоном всегда характеризовалась повышенной трудоемкостью процесса и высокими требованиями к оборудованию. Основная сложность здесь состоит в том, что «поведение» шпона зависит от условий его хранения, обработки, а также от характеристик используемых клеящих материалов. Результат даже незначительного отклонения параметров состояния среды в зоне обработки от тех, которые требуются по технологии, может быть самым непредсказуемым — и практически всегда нежелательным.
Технология изготовления изделий, имеющих значительную площадь облицовки шпоном, как правило, предусматривает процесс сращивания участков шпона по ширине. Это соединение может быть выполнено несколькими способами. Часто в качестве соединительного материала применяется гуммированная лента или клеевая нить.
Использование гуммированной ленты требует ее последующего удаления с поверхности изделия путем дополнительного шлифования в зонах сращивания. Это ощутимо повышает трудо- и энергозатраты процесса облицовки в целом. Наиболее приемлемой альтернативой является использование клеевой нити. Адгезионные свойства такой нити позволяют в процессе облицовки производить укладку шпона швом внутрь пакета. (При использовании гуммированной ленты это невозможно). Применение достаточно высокоточного оборудования, а также качественной клеевой нити позволяет достичь технологической и экономической эффективности процесса облицовки.
Богатым опытом в области производства оборудования и расходных материалов для сращивания шпона обладает компания KUPER которая представлена в каталоге интернет-магазина tekhno.pro. Она является безусловным мировым лидером среди разработчиков станков и технологий ребросклеивания. Оборудование и диапазон технических характеристик в интернет магазине tekhno.pro достаточно широк.
Фирма предлагает рынку как малогабаритные модели для нужд небольших производств, так и станки, имеющие большую рабочую ширину и высокую производительность.
Все станки модельной линейки оснащены особой системой базирования кромок шпона, благодаря которой
осуществляется точное позиционирование склеиваемых поверхностей вне зависимости от геометрических особенностей и даже от различий в толщине сращиваемых участков шпона.
Процесс позиционирования начинается в момент попадания двух участков шпона на 2 подающих вращающихся диска, расположенных на рабочем столе станка в зоне сращивания (рис. 1).
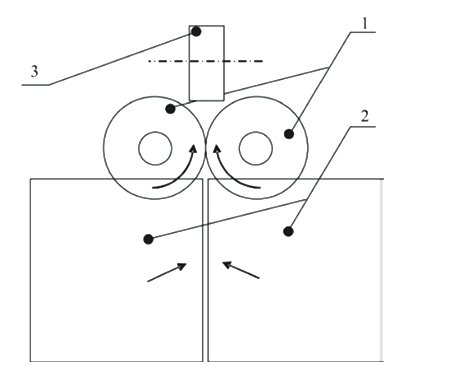
Рис.1. Схема позиционирования склеиваемых поверхностей.
1. Вращающиеся подающие диски
2. Сращиваемые участки шпона
3. Базирующий прижимной ролик
Кромки сращиваемого материала плотно прижимаются друг к другу, после чего происходит вертикальное базирование относительно прижимного ролика по верхней поверхности материала.
Благодаря системе равномерного распределения давления на вращающиеся подающие диски, поверхности склеиваемых участков шпона в зоне нанесения клеевой нити всегда находятся в одной плоскости. Это способствует равномерному распределению клеящего состава по поверхности сращиваемых участков, в результате чего образуется прочный и ровный шов без каких либо разрывов или утолщений.
Клеевая нить наносится на ребро шпона по зигзагообразной траектории непосредственно перед базирующим прижимным роликом. Ролик при этом смазывается специальной разделительной эмульсией для исключения возможного налипания клеевого состава на его поверхность (разделительная эмульсия поставляется в комплекте со станком). Состав эмульсии запатентован и не имеет аналогов.
Клеевая нить KUPER выгодно отличается от конкурентных продуктов не только технологической эффективностью и экологической безопасностью, но и высокой прочностью получаемого соединения и, следовательно, наивысшим качеством конечного продукта. Особенностью состава клеевой нити KUPER является отсутствие синтетических смол и их смесей, что исключает возможность обильного выделения вредных газообразных соединений в процессе производства и эксплуатации соответствующих изделий. В качестве основных составляющих используются стекловолокно и полиамидный состав, также не являющийся токсичным. Еще одним существенным достоинством этой нити является стабильное сечение по всей длине.
Характеристики нити (плотность, диаметр сечения и т. д.) напрямую зависят от модели используемого станка, а именно от того, какой вид трубки используется на данном станке, и какова его производительность.
Склеивание шпона «на ребро» — процесс, весьма требовательный к точному соблюдению технологии. Добиться качества выполнения шва, производительности и экономической эффективности процесса позволяет применение оборудования представленное компанией Технологическое БЮРО.
На правах рекламы